Hob Coating
Hob Coating
A hard coating with a thickness of 2-3um increase the life of the hobs, or permits higher cutting rates, for the coating of the gear hobs, the PVD(Phisical Vapor Deposition) method is used. It is a plasma vacuum thin layer method, during which high-purity materials are transferred into a plasma via an arc cathode sputtering. By reacting with reactive gases such as oxygen, nitrogen or carbon, ceramic hard material layers are deposited on the tools.
The generated hard material PVD layers normally consist of refractory metals such as chrome, titanium or tantalum, alloyed with aluminum, silicone and a non-metal(oxygen, nitrogen, boron and carbon). Layer systems which are used for gear cutting today are titanium-aluminum-nitrogen(TiAiN) or aluminum-chrome-nitrogen(AiCrN). The high-performance coatings used are made up of several layers which enables both a high elasticity and high wear resistance.
-
HSS Ground Chain Sprocket Gear Hob
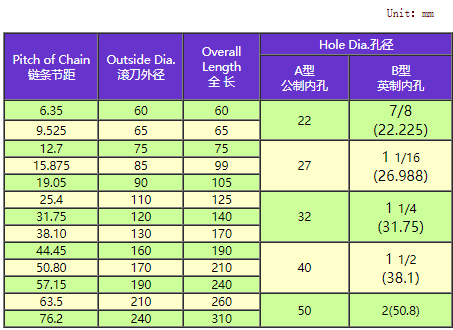 HSS Ground Chain Sprocket Gear HobHSS M2, M35, PM ASP 30, S390Single, 2 start or Multi Startground f...
HSS Ground Chain Sprocket Gear HobHSS M2, M35, PM ASP 30, S390Single, 2 start or Multi Startground f... - PA20° Profile DIN3972 Standard Pre-grind Gear Hob with Module m1
- HSS M2, M35,ASP30, ASP52, S390 Involute Gear Hob Cutter with TiN, AP Coating
- Pre-cutting disc-type gear shaper cutter with DIN 3972/III
- PA20° Standard Gear Milling Cutter with Module m7
- PA20° PCD 240mm β5° Disk Type Conventional Gear Shaving Cutter with Module m2~m8
- Helical Gear Shaper Cutter